+86-596-7022710
www.xhc-accessories.com
- All
- Product Name
- Product Keyword
- Product Model
- Product Summary
- Product Description
- Multi Field Search
- HOME
- About Us
- Products
- News
- KNOWLEDGE
- Contact Us
- FEEDBACK
- PROJECT
- Plywood Hot Press
 English
English
 |












| Quantity: | |
|---|---|
XHC-BG
XHC
846599
The purpose of veneer drying is to reduce the moisture content of the green veneer after rotary cutting, so that the veneer can reach a sufficient dryness for the subsequent bonding process. However, a certain moisture content should still be retained, and the veneer should not be too dry (over dried), as this would make the veneer brittle, wavy, and increase glue consumption when manufacturing the panels.
The final moisture content of the veneer often needs to consider many factors, such as tree species, climatic conditions, production requirements, etc. Taking these factors into consideration, using drying means to make the veneer reach an appropriate moisture content can save production costs (reduce glue consumption and waste rate caused by veneer foaming, glue seepage, degumming, etc.) and improve veneer quality. (It is the precondition of smooth veneer surface and uniform moisture content), which is also the purpose of veneer drying.
Veneer drying not only improves the quality of the veneer, saves glue consumption, but also greatly saves transportation, time costs, and reduces veneer pests and diseases.
Veneer drying is mainly divided into two ways: natural air drying and drying with veneer dryer machine.
Veneer Drying - Air Dry

We usually spread the veneer after rotary cutting in an open place to use natural light, wind and other natural means to reduce the moisture content of the wet veneer. After about 15-30 days, the water on the veneer will slowly evaporate, and the transportation cost will be greatly reduced. Natural air drying does not require a lot of energy input and is an environmentally friendly drying method. However, because air drying cannot make the veneer meet the final moisture content standard of less than 12%, it takes a long time, occupies a large area, and the drying result is unstable. Factories with large output or high requirements on veneer quality usually choose artificial forced drying - veneer dryer.

The veneer drying process of the veneer dryer is designed to dry the green veneer to a suitable moisture content for bonding. The automatic process controls the speed, temperature and humidity inside the dryer, keeping production energy consumption and veneer quality at optimum levels.
1. Adjust the speed of the speed-regulating motor according to the moisture content of the veneer to achieve the best moisture content.
2. The dryer has the characteristics of high temperature resistance, and can use high temperature hot air to quickly dry materials. The high temperature environment can also remove the disease insects and eggs of the veneer and reduce the damage to the veneer.
3. Higher humidity inside the dryer and moisture at the end of the paper reduces energy consumption, as no additional energy is used in replacing air heating or removing moisture from the paper, and the moisture content of the veneer is uniform.
Veneer drying is a part of the complete plywood production process, and the veneer dryer is a favorable tool for modern, large-scale, and routine veneer drying.
Veneer/plywood drying quality is critical. Dry quality includes: veneer with correct and consistent moisture content (important process for further processing, basis for successful gluing and low gluing. Reduced need for re-drying, low energy consumption.)
The natural method of air-drying requires less investment and does not require energy input, but air-drying has relatively large limitations to achieve the best effect. For example, veneer drying cannot achieve a final moisture content lower than 12%, and the quality of the veneer is not controlled. To achieve the best effect, a breathing veneer dryer can be added later.

Solid pressed core veneer dryer is also called breathing type veneer dryer. This machine is suitable for drying the core surface, especially for the drying of thick veneer.
When the breathing type veneer dryer works, it is pressed with a solid hot-pressed plate, and the veneers are bonded together under high temperature and high pressure. After natural air drying, the veneer with a final moisture content of only about 12% can be removed by adjusting the temperature through a breathing veneer dryer. Of course, when drying naturally, the moisture content should be minimized as much as possible, so as to avoid corrosion of the equipment caused by a large amount of water vapor generated by the breathing veneer dryer during extrusion.
The surface of the pressure plate of the breathable veneer dryer is grooved and milled, and the water will flow out soon after being pressed. This structure makes it very efficient and energy-saving. Its drying capacity is about 35 cubic meters per day.
This hot press veneer dryer is heated by steam water or oil, so you can use steam boiler or oil boiler, or you can burn waste wood to heat the boiler.
The standard of veneer drying by the dryer varies from material to material.
To achieve the best drying effect of the veneer, the final moisture content of the veneer after drying should be within the standard range. The normal moisture content of veneer after drying is 8%-10%.
If the moisture content of the veneer is 6%, the veneer is likely to shrink due to over-drying, resulting in smaller size, poor surface smoothness, and poor load-bearing during use, which greatly wastes resources and reduces the quality of the veneer. This has nothing to do with the veneer dryer itself; if the moisture content of the veneer is around 20%, excessive veneer moisture will hinder bonding and generate steam during the heat pressing process.
Controlling the final moisture content of the veneer at around 8%-10% can maximize production efficiency and veneer quality.
We usually presort stack the veneers before drying. Put veneers with similar moisture content and quality in a stack, and the wind speed, temperature, humidity, and time during operation can be adjusted according to specific requirements. The preparation of sorting and stacking in advance greatly avoids the over-drying of some veneers, and the situation that some veneers need to be dried again, and can better ensure that the difference in moisture content measured at each place of the dried veneers is within a certain range within range. The surface of the veneer after drying is flat and not wavy.
Successful veneer drying has many positive effects on production and veneer quality. With optimized veneer drying conditions, equipment and processes, you can produce higher quality veneers while reducing energy consumption, raw material usage and waste.
When using natural air drying, the drying time needs to consider the weather conditions, the type and size of the veneer, and the density of the veneer to dry. If the veneer is dried to a final moisture content of 12-20%, the drying time will take 10-30 days. Due to irresistible factors, the drying time fluctuates greatly.
The veneer drying capacity of the veneer dryer is about 5-9 cubic meters per hour. The main factors affecting the veneer drying speed are the parameters of the drying medium in the dryer and the conditions of the veneer itself. ①Medium temperature: The higher the temperature, the higher the pressure gradient, water content gradient, water vapor diffusion coefficient and water conductivity coefficient will increase accordingly, so the evaporation rate of water on the surface of the veneer will increase, and the internal water movement speed will also increase. The effect of temperature is much greater in the later stage of drying than in the early stage. ② Wind speed (jet speed): The drying speed increases with the increase of wind speed. The influence of wind speed was slightly greater in the early drying period than in the late drying period. Considering the drying cost, the wind speed has an optimal value. When the value is lower than the optimal value, the drying cost decreases with the increase of the wind speed; when it is higher than the optimal value, the drying cost increases with the increase of the wind speed. ③The relative humidity of the medium: the smaller the relative humidity, the greater the drying speed. Relative humidity has a great influence on the drying speed of veneer with high moisture content, but has little effect on veneer with low moisture content. When the dry bulb temperature is high, the relative humidity has little effect on the drying speed; when the dry bulb temperature is low, the influence is great. ④ Tree species and initial moisture content: Different tree species have different drying speeds. The higher the initial moisture content, the longer the drying time required. ⑤Veneer thickness: There is a logarithmic relationship between the thickness of the veneer and the drying time. The greater the thickness, the longer the distance of water conduction and water vapor diffusion, so the resistance also increases, the drying speed slows down and the drying time is prolonged.
A. The common classification of veneer dryers can be divided into the following types according to the way of heat transfer to the veneer:
1. Air convection dryer: It transfers heat to the veneer through hot air convection to dry the veneer. Such as various mesh belt dryers.
2. Contact dryer. It uses a hot steel plate to contact the veneer, and directly transfers heat to the veneer to dry the veneer. Such as the hot plate dryer, its advantages are: the dried veneer is flat, the thermal efficiency is high, the drying speed is fast, and the energy saving can save more than 36% of the drying heat energy.
3. Radiation dryer: use microwave, infrared (including far infrared) and other radiant energy as heat source to dry veneer.
(1) Microwave energy is a kind of electromagnetic radiation energy. The commonly used microwave frequencies for wood drying are 915 MHz and 2450 MHz, and the wavelengths are 0.328 meters and 0.122 meters respectively. The mechanism of microwave drying is usually explained that the microwave electric field causes the dipolar water molecules in the veneer to arrange and rotate rapidly with the electric field, resulting in frictional heat and evaporation of water. Due to the limitation of current technical conditions and the high cost of microwave drying, microwave drying is rarely used in veneer drying.
(2) Infrared rays (including far-infrared rays) are also a kind of electromagnetic waves, their wavelength is 0.76-400 microns, they have the characteristics of ordinary light rays, and can radiate, direct, penetrate and be absorbed into heat energy. The characteristic of far-infrared rays is that its wavelength is basically the same as that of the molecular motion of wood and water, both in the range of 3-16 microns, so far-infrared rays can form a strong resonance with the molecular motion of wood and water, and wood can be the most effective Therefore, the use of far infrared rays to dry veneers has higher thermal efficiency than ordinary infrared rays.
Using electric energy to generate infrared rays and far infrared rays consumes too much energy. Borides, carbides, metal oxides, etc. are made into coatings in a certain proportion, and coated on the surface of the heater to make infrared radiation elements, and the radiation elements can be heated by steam, direct combustion gas, etc. to generate infrared rays. A more economical way.
4. Composite dryer: Composite drying of the above-mentioned several methods. For example, the heat transfer method of the roller dryer is convection-contact compound heat transfer.
Another example, in order to speed up the veneer drying process, an infrared drying device can be added in front of the feed end of the ordinary dryer; in order to improve the quality of veneer drying, microwave drying can be used to adjust the moisture content of the veneer. To select the characteristics of heating, a microwave drying device is installed behind the ordinary dryer to supplement the drying of the veneer to achieve the purpose of uniform moisture content. These two composite methods have been applied in some plywood factories in North America.
B. The veneer dryer can also be divided into two types: roller dryer and mesh belt dryer according to the way the veneer is conveyed.
Such as convective heat transfer mesh belt dryer and compound heat transfer roller dryer.

1. The mesh belt dryer has a simple structure, is easy to manufacture, and consumes less steel. The jet mesh belt dryer has the advantages of fast drying speed, can feed the board horizontally, and adopts the drying first and then shearing process. It is suitable for drying veneers with a thickness below 1.7mm.

2. The veneer dried by the tumble dryer is flat, good in quality, reliable in operation, and less in maintenance workload. The disadvantage is that the equipment is more complicated to manufacture and consumes more steel than the existing structure of the tumble dryer, which can only be vertically Into the board, and the thickness of the veneer is usually more than 1.7mm is more suitable.
The principle of the veneer dryer is to take away the moisture with hot and humid air, and to complete the drying with cold air cooling. The drying process is mainly divided into the following four:
The veneer has just been placed in the machine and is in contact with the hot air of the machine. The hot air at this time is mainly used to heat up the veneer and cannot directly achieve the purpose of drying. The vapor pressure of the moisture on the surface of the veneer is lower than that of the hot air, and the moisture will not be evaporated basically.
This process is that the veneer is placed in the equipment for a period of time. When the temperature of the veneer rises to the temperature when the water vapor in the air condenses into dew, the moisture on the wood surface will evaporate to the air through the critical layer. The heat supplied by the dryer to the veneer evaporates in the form of moisture. This is one of the main processes of drying.
This process can be divided into two stages. In the first stage, when the veneer reaches a certain temperature, the evaporation rate of water gradually slows down, because most of the water has evaporated. The latter stage is a process in which the self-contained water contained in the veneer is basically dried. At this time, the heat is mainly used to remove the remaining water and increase the temperature of the veneer.
In order to adapt to the humid tropical climate conditions, the veneer of the heating room is directly transported to the cooling room. Appropriately extend the length of the cooling open section to facilitate the cooling of the dried veneer and reduce the phenomenon of moisture return.
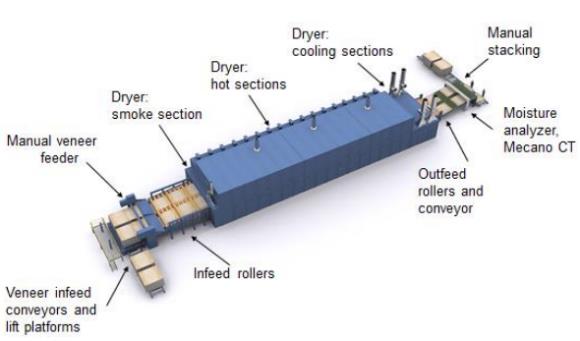
Roller veneer dryer is a special equipment for plywood core board dryer, including 10-20 sections of heating and drying chamber, cooling chamber, transmission system, feeding line, and discharging line.
1. Board feeding line: board feeding line includes veneer conveyor, lifting platform, fully automatic or semi-automatic feeding rack. The veneer conveying line is mainly responsible for the transportation of green veneers, using forklifts, automatic roller tables and other tools to transport the green veneers to the dryer for stacking. According to the actual needs of the plate feeding, manual feeding and automatic or semi-automatic feeding methods can be selected.
The automatic feeding rack can choose 2-6 layers of feeding layers to work, and the vacuum suction cup will smoothly and evenly cover the veneer with the feeding roller layer and transport it to the heating chamber. The rollers are made of φ100>2.5 special steel pipes, and the upper and lower rollers are driven by specially designed displacement gears to ensure the synchronization of the transmission speed under the condition of different plate thicknesses. Full automation can be realized from stacking to plate feeding.
2. Heating chamber: The heating chamber of the dryer is composed of multiple closed heating units. The number of heating chamber sections can be appropriately increased or decreased according to actual needs. The greater the production demand, the number of heater sections should be increased accordingly. The key to the heating chamber is optimal and uniform heat transfer: the design of radial blowers, radiators and nozzles is rationally selected to achieve optimal and uniform heat transfer.
a. Radial fan circulation fan, streamlined airflow through the pipeline, straight-through uniform airflow.
b. Heat circulation method: giant radiator maximizes the effective heating area, and streamlines the airflow through elliptical pipes. Radiator-specific control valves for precise temperature control.
c. The nozzle is vertical to the veneer, the airflow is straight and constant along the jet flow box, and can be well combined (the whole process has uniform pressure).
The hot air blowers in the heating chamber of the front and rear areas are arranged separately on the left and right, so as to ensure that the dried veneer obtains the same final moisture content at each point.
The heating chamber is the key to drying the veneer in the dryer. We need to adjust the internal speed, temperature and humidity of the heating chamber according to the veneer conditions.
The inner and outer surfaces of the thermal insulation wall panels and door panels of the heating chamber are made of cold-rolled thin steel plates, filled with high-density thermal insulation cotton felts, which have a smooth and beautiful appearance and are durable. The insulation door adopts the sealing structure of the connecting rod lock, and the high temperature resistant foamed silicone sealing strip, which has good sealing performance and is easy to open and close.
3. Cooling chamber: The cooling chamber is beneficial to the cooling of the veneer to be dried and reduces moisture return.
4. Board line: board line includes board rack, moisture analyzer, grading (optional), stacking line. The dried and cooled veneers are transported to the stacking place by transportation. Moisture analyzers and quality detectors can be selected on the board-out line, and the number of stacking lines can also be selected.
What is a moisture analyzer of veneer drying machine?

The Dry Veneer Moisture Analyzer operates as a stand-alone unit or as part of an integrated defect and moisture analysis system based on conductivity. The moisture analyzer is installed on the board rack, and the delivered veneer passes through the brush to detect the moisture. The moisture content of the veneer is displayed via a moisture graph, which compares the moisture area to user-defined limits, and veneers with excessive moisture content are marked with ink for operator identification. With a moisture analyzer, it can reduce the amount of repeated drying, improve the drying capacity, and achieve a higher average humidity level.
When drying wood boards, the working efficiency of the veneer dryer is very good, but it should also be noted that too many wood boards cannot be placed for drying at one time, because it is often easy to affect the overall quality. It will also cause damage to the dryer to a certain extent. Moreover, certain requirements should be placed on the quality of the wood boards, for example: the thickness of the wood boards should be uniform, the size should be consistent, etc., so that the drying effect can be well guaranteed.
During the drying process, the internal temperature of the dryer is relatively high. At this time, it is necessary to pay attention to the heat dissipation of the dryer itself. Damage to the internal parts of the machine may also affect the drying effect of the formwork, so there must not be too many things blocked around the dryer, and the dryer itself must also do a certain amount of heat dissipation, and at the same time ensure heat dissipation device is in normal working condition.
No matter what type of machine it is, it is inseparable from daily maintenance and maintenance. As a machine with long-term high-temperature operation, the dryer is even more inseparable from maintenance. When not in use, it should be cleaned regularly. At the same time, it is very necessary to refuel some parts. Of course, we must not forget to check the machine frequently. Only in this way can we find out the drying time in time. If there is a problem with the machine, to ensure its good condition, of course, it is also in consideration of the safety of the staff.
In the drying process of cutting first and then drying, the fiber direction of the veneer to be dried should be consistent with the direction of the board, so that the wet veneer is not easy to fall into the equipment. The width of the veneer to be dried is greater than 350mm, otherwise blocking may occur.
When the heating medium is heat transfer oil, special attention should be paid to the safety of the system. The layout of the heat circulation system piping and the design of the heat exchanger should pay attention to avoiding the factors of carbon deposition in the system and causing fire accidents. Water, acid and low boiling point substances are strictly prohibited from entering the system.
Heating medium | steam system/oil system |
Veneer thickness(mm) | >1.7 - 6 |
Veneer initial moisture content | 80% |
Veneer final moisture content | 10% |
Work layers | 4 |
Length of heating chamber(mm) | n×2000 |
Length of cooling chamber(mm) | m×2000 |
Drying capacity | 6 |
Steam consumption | 3800 kg / h |

The plywood is made by pressing the thin slices cut from logs according to the principle that the wood grain directions of adjacent veneer layers are perpendicular to each other. In our life, we will directly or indirectly come into contact with a lot of plywood furniture. These plywood are made of wood through a series of processes, and the veneer produced by the veneer peeling method is the most widely used in plywood production. Log rotary cutting and veneer drying are important processes in the early stage.
When the wood section rotates on a fixed axis, the rotary knife is parallel to the wood fiber and cuts a layer of thin wood along the circumferential surface of the wood section. A complex kinematics relationship is formed between the rotary motion of the wood section and the linear motion of the rotary knife feed. The rotary knife continuously cuts strip-shaped veneers from the wood section, and the thickness is equal to the feed amount of the knife holder when the wood section rotates once. There are many tree species suitable for rotary cutting to make veneer, commonly used poplar, masson pine, Yunnan pine, spruce, fir, Lujun pine, larch, ash, basswood, birch, Schima superba, maple, paulownia , Liuan, Abidong, Shanzhang, clone and other logs.
veneer peeling process refers to log stripping and rotary cutting, including log centering, stripping, veneer analysis, cutting and stacking, and stacking processing.
Before the rotary cutting of the wood section, it must be hydrothermally treated to increase the temperature and moisture content of the wood, so as to soften the wood, increase the plasticity, reduce the cracks on the back of the veneer produced by rotary cutting, and improve the quality of the veneer. Since the bark is easy to block the knife door during rotary cutting, and the bark is often trapped with sediment and other sundries that will damage the rotary knife, the wood must be peeled first and then rotary cut. In order to improve the output rate of the whole veneer, it is necessary to determine the rotation center position of the largest diameter cylinder of the wood segment on the rotary cutting machine before rotary cutting. The centering machine can realize the above requirements. Centering methods can be divided into two categories: mechanical centering machine and halo centering machine.
The main technological process of veneer peeling:
Scribing and cross-cutting of log→Heat treatment of wood section→Peeling of wood section→Centering and loading of wood section→Rotary cutting of wood section
In veneer rotary cutting, there is another kind of semicircular rotary veneer, which is made of a fan-shaped wooden square (about 1/4 of the log) on a special chuck and then rotary cut. This veneer has a grain similar to sliced veneer.
In order to peel off high-quality veneers that are flat and uniform in thickness, the most suitable cutting conditions should be ensured during peeling, such as the main angle parameters, cutting speed, position of the rotary knife, and the position of the pressure gauge relative to the rotary knife. These conditions are determined according to the wood species, the diameter of the wood section, the thickness of the veneer, the degree of wood hydrothermal treatment, the structure of the machine tool and its precision. The function of the pressure gauge is to apply appropriate pressure to the rotary knife blade on the rotary cut wood section, which can prevent the wood from splitting ahead of the knife edge due to the force of the rotary knife, improve the surface finish of the veneer, reduce the cracks on the back, and make the single The thickness of the veneer is more uniform, and at the same time, pressing out a part of the moisture from the veneer can shorten the drying time of the veneer. The installation and adjustment of the pressure gauge are carried out according to the horizontal distance between the pressure gauge and the rotary blade and the vertical distance between the pressure gauge and the rotary blade. In order to prevent the wooden section from bending due to the force of the rotary knife, pressure ruler and clamping shaft, generally when the diameter of the wooden section is below 250 mm, anti-bending pressure rollers should be used to improve the quality of the veneer and reduce the diameter of the wood core. Improve yield.
veneer peeling machine is the key equipment for manufacturing rotary cut veneer. According to the operation requirements of rotary cutting veneer, the main action of veneer peeling machine is usually: ① to clamp the wood section and put down the wood core, the clamping shaft must have axial telescopic movement; There is a coordinated movement of the frame feed and knife, and a series of mechanisms to adjust the thickness of the veneer peeling; ③There must be a rapid feed and retract movement to improve productivity. Since the veneer peeling machine was officially used in French industrial production in the 1840s, there have been many improvements in structure and performance. For example, the hydraulic double clamping shaft can effectively reduce the diameter of the wood core and increase the yield of wood; the control circuit can realize constant cutting. Linear speed rotary cutting; pre-selection of veneer thickness and quick change mechanism are conducive to improving production efficiency; the application of power pressure rollers, electronic computers and card-free rotary cutting machines make the ideal of "wood-free rotary cutting" within sight. (see veneer veneer peeling machine)
There are two types of veneer peeling machines: Spindle veneer peeling machine and spindleless veneer peeling machine. The Spindle veneer peeling machine is suitable for large-diameter wood, and the spindleless veneer peeling machine is suitable for small-diameter wood. The difference between the Spindle and the spindleless veneer peeling machine is the way the Spindle veneer peeling machine fixes the wood. The Spindle veneer peeling machine uses two chucks to clamp the two ends of the wood to rotate the wood for peeling. The diameter of the chuck head of the veneer peeling machine is generally about 100mm. If the log rotary cutting is less than a certain diameter, the veneer peeling machine cannot rotate. This will result in that the wood core within 100mm will not be effectively utilized, resulting in a waste of resources to a certain extent. If we want to cut wood with a smaller diameter, this rotary cutter with cards has great limitations.
In order to save wood and improve the utilization rate, a veneer peeling machine without a chuck for rotary cutting the remaining wood core - a shaft-free veneer peeling machine came into being.
Spindleless(No card) means that the veneer peeling machine has no card head, and the way it rotates the wood is to squeeze the wood by three squeeze rollers rotating at the same time, so as to meet the work requirements. The card-free veneer peeling machine is mainly used for small-diameter wood or remaining wood cores. It not only cuts small-diameter wood into veneers, but also continues to cut the remaining wood cores that have been peeled by the card-axis rotary cutter into veneers. The Spindleless veneer peeling machine can perform rotary cutting on different thickness of the plate according to the needs of customers, and its thickness is closely related to the blade of the veneer peeling machine. There are rollers on the front and rear sides of the Spindleless veneer peeling machine. Under the action of the motor, the wood inside is peeled off layer by layer. It is an efficient and high-precision wood peeling equipment. The diameter of the remaining waste is less than 1cm, the stripping line speed can reach 150 m/min, the thickness error is ±0.1mm, and the width error is ±2mm.
The log should be sawed according to the length and quality required by the process, and the cut wood section should be the size of the finished plywood plus the length of the processing allowance (the rotary cutting chuck clamping the two ends of the wood section will cause end loss and subsequent processing. loss). For example, we need finished plywood of 1220*2440mm, and the length of wood section is usually 2600mm or 1300mm. Then the wood section with a certain length and diameter is rotary cut into a continuous veneer strip of a certain size. The size of these continuous veneer strips is fixed, and they are processed into long and short medium plates. The size of the veneer affects the processing width of the roller dryer. For example, the width of the veneer to be dried is greater than 350mm, otherwise the phenomenon of plate blocking may occur. The width of the veneers fed together continuously determines the processing width of your suitable roller dryer.
The thickness of the veneer is adjusted by the rotary cutting blade. In the production of plywood, there are different needs for the veneer, and the thickness of the veneer will also be different. For example, the thickness of the front and back boards is generally about 0.6mm, and the thickness of the core board and the long middle board is generally about 1.8mm. The thickness of the veneer determines which dryer is suitable for you. The veneer with a thickness of about 0.6mm is usually suitable for the mesh belt dryer, because the veneer is thin, has high moisture content and high weight, and the feeding method of the roller is easy to fall into the inside of the equipment, causing blockage and equipment damage. The veneer with a thickness of about 1.8mm is suitable for the feeding method of the roller. Considering the diversity of veneer thickness in the factory, for example, if you need to dry 0.6~2.1mm veneer, you can also choose a roller-mesh-belt compound dryer, the upper roller feeding method, and the lower mesh belt feeding method. The specific layer arrangement can be considered according to the proportion of veneers with different thicknesses.
The logs are only nearly round and vary in shape. The bark and the outer circles are peeled out usually with wormholes, holes, and incomplete, and are reused as fuel. According to the surface integrity of the veneer, it can be divided into different grades, and the stacking line after drying can be selected according to the required grade classification.
Since the initial moisture content of the veneer varies greatly, we need to consider the tree species, initial moisture content, final moisture content, and region when using the dryer to adjust the drying speed, temperature, and humidity of the dryer, and match the appropriate drying machine configuration.
Drying after sorting the initial moisture content can greatly reduce drying energy consumption and improve the quality of the veneer.
Before drying the veneer sheets need to be sorted and stacked in the peeling line according to their natural initial moisture content. Sorting and stacking with an analyzer can be more accurate. Stack according to the principle of the same humidity range, such as stacking together with a humidity of about 80%, and stacking together with a humidity of about 60%, which can often be divided into 3-5 stacks. The veneer with a high humidity of more than 80% can be pre-dried before drying to reduce the initial moisture content of the veneer before drying.
If the classification is not carried out, there may be problems such as inconsistent moisture content of the veneer after drying, and uneven quality of the veneer. For example, some veneers with a humidity of 89% and a humidity of 62% are dried together. If the temperature is set too high and the drying time is too long, 62% veneer is prone to over-drying, cracking, and wrinkles. If the setting temperature is too low and the drying time is short, 89% of the veneers are likely to not be completely dried, and they need to be dried again later. This is also why they are sorted and stacked in peel lines according to their natural initial moisture content.
1. Modular design, easy to install
Modular prefabricated construction with minimal on-site assembly. Bolt structure, welded structure are available.
2. Fine machining, long service life
1) Frame: high-quality special-shaped steel pipe truss and columns, with good rigidity, firm connection, simple structure and easy installation.
2) Roller bearings are high-quality high-purity electrochemical graphite bearings, which are wear-resistant and high-temperature resistant.
3) Graphite bearing: High-quality high-purity electrochemical graphite bearing, reliable material, reasonable formula, wear-resistant and high-temperature resistant, not easy to break and durable, and has a long service life.
4) Spray box: Variable cross-section shape, the hot air spray speed of each nozzle hole in the length direction is consistent, ensuring uniform final moisture content of the veneer.
5) Hot air blower: imported high-flow and high static pressure centrifugal fan, vertical structure, manganese steel impeller, non-ferrous metal fireproof friction ring, which can effectively avoid fire hazard inside the machine.
6) Thermal cycle system: Steel-aluminum composite rolled sheet heat pipe heater. The heat dissipation area per unit length of the heat pipe is large, and the thermal conductivity K=58 under the working wind speed. And the optimized structural design with low resistance ensures the technical characteristics of high efficiency and energy saving.
7) The heating chamber has strong airtightness and effective heat preservation. The insulated floor protects the foundation and prevents heat loss, efficient thermal energy.
The whole machine is made of high-quality cold-rolled thin steel plate, which is anti-rust and corrosion-resistant. The internal components of the equipment are all sprayed with red lead antirust primer or high temperature resistant silver powder paint, and the outer surface parts are sprayed with polyurethane wrinkle paint after installation.
3. Whole plant planning, installation guidance

The purpose of veneer drying is to reduce the moisture content of the green veneer after rotary cutting, so that the veneer can reach a sufficient dryness for the subsequent bonding process. However, a certain moisture content should still be retained, and the veneer should not be too dry (over dried), as this would make the veneer brittle, wavy, and increase glue consumption when manufacturing the panels.
The final moisture content of the veneer often needs to consider many factors, such as tree species, climatic conditions, production requirements, etc. Taking these factors into consideration, using drying means to make the veneer reach an appropriate moisture content can save production costs (reduce glue consumption and waste rate caused by veneer foaming, glue seepage, degumming, etc.) and improve veneer quality. (It is the precondition of smooth veneer surface and uniform moisture content), which is also the purpose of veneer drying.
Veneer drying not only improves the quality of the veneer, saves glue consumption, but also greatly saves transportation, time costs, and reduces veneer pests and diseases.
Veneer drying is mainly divided into two ways: natural air drying and drying with veneer dryer machine.
Veneer Drying - Air Dry
We usually spread the veneer after rotary cutting in an open place to use natural light, wind and other natural means to reduce the moisture content of the wet veneer. After about 15-30 days, the water on the veneer will slowly evaporate, and the transportation cost will be greatly reduced. Natural air drying does not require a lot of energy input and is an environmentally friendly drying method. However, because air drying cannot make the veneer meet the final moisture content standard of less than 12%, it takes a long time, occupies a large area, and the drying result is unstable. Factories with large output or high requirements on veneer quality usually choose artificial forced drying - veneer dryer.
The veneer drying process of the veneer dryer is designed to dry the green veneer to a suitable moisture content for bonding. The automatic process controls the speed, temperature and humidity inside the dryer, keeping production energy consumption and veneer quality at optimum levels.
1. Adjust the speed of the speed-regulating motor according to the moisture content of the veneer to achieve the best moisture content.
2. The dryer has the characteristics of high temperature resistance, and can use high temperature hot air to quickly dry materials. The high temperature environment can also remove the disease insects and eggs of the veneer and reduce the damage to the veneer.
3. Higher humidity inside the dryer and moisture at the end of the paper reduces energy consumption, as no additional energy is used in replacing air heating or removing moisture from the paper, and the moisture content of the veneer is uniform.
Veneer drying is a part of the complete plywood production process, and the veneer dryer is a favorable tool for modern, large-scale, and routine veneer drying.
Veneer/plywood drying quality is critical. Dry quality includes: veneer with correct and consistent moisture content (important process for further processing, basis for successful gluing and low gluing. Reduced need for re-drying, low energy consumption.)
The natural method of air-drying requires less investment and does not require energy input, but air-drying has relatively large limitations to achieve the best effect. For example, veneer drying cannot achieve a final moisture content lower than 12%, and the quality of the veneer is not controlled. To achieve the best effect, a breathing veneer dryer can be added later.
Solid pressed core veneer dryer is also called breathing type veneer dryer. This machine is suitable for drying the core surface, especially for the drying of thick veneer.
When the breathing type veneer dryer works, it is pressed with a solid hot-pressed plate, and the veneers are bonded together under high temperature and high pressure. After natural air drying, the veneer with a final moisture content of only about 12% can be removed by adjusting the temperature through a breathing veneer dryer. Of course, when drying naturally, the moisture content should be minimized as much as possible, so as to avoid corrosion of the equipment caused by a large amount of water vapor generated by the breathing veneer dryer during extrusion.
The surface of the pressure plate of the breathable veneer dryer is grooved and milled, and the water will flow out soon after being pressed. This structure makes it very efficient and energy-saving. Its drying capacity is about 35 cubic meters per day.
This hot press veneer dryer is heated by steam water or oil, so you can use steam boiler or oil boiler, or you can burn waste wood to heat the boiler.
The standard of veneer drying by the dryer varies from material to material.
To achieve the best drying effect of the veneer, the final moisture content of the veneer after drying should be within the standard range. The normal moisture content of veneer after drying is 8%-10%.
If the moisture content of the veneer is 6%, the veneer is likely to shrink due to over-drying, resulting in smaller size, poor surface smoothness, and poor load-bearing during use, which greatly wastes resources and reduces the quality of the veneer. This has nothing to do with the veneer dryer itself; if the moisture content of the veneer is around 20%, excessive veneer moisture will hinder bonding and generate steam during the heat pressing process.
Controlling the final moisture content of the veneer at around 8%-10% can maximize production efficiency and veneer quality.
We usually presort stack the veneers before drying. Put veneers with similar moisture content and quality in a stack, and the wind speed, temperature, humidity, and time during operation can be adjusted according to specific requirements. The preparation of sorting and stacking in advance greatly avoids the over-drying of some veneers, and the situation that some veneers need to be dried again, and can better ensure that the difference in moisture content measured at each place of the dried veneers is within a certain range within range. The surface of the veneer after drying is flat and not wavy.
Successful veneer drying has many positive effects on production and veneer quality. With optimized veneer drying conditions, equipment and processes, you can produce higher quality veneers while reducing energy consumption, raw material usage and waste.
When using natural air drying, the drying time needs to consider the weather conditions, the type and size of the veneer, and the density of the veneer to dry. If the veneer is dried to a final moisture content of 12-20%, the drying time will take 10-30 days. Due to irresistible factors, the drying time fluctuates greatly.
The veneer drying capacity of the veneer dryer is about 5-9 cubic meters per hour. The main factors affecting the veneer drying speed are the parameters of the drying medium in the dryer and the conditions of the veneer itself. ①Medium temperature: The higher the temperature, the higher the pressure gradient, water content gradient, water vapor diffusion coefficient and water conductivity coefficient will increase accordingly, so the evaporation rate of water on the surface of the veneer will increase, and the internal water movement speed will also increase. The effect of temperature is much greater in the later stage of drying than in the early stage. ② Wind speed (jet speed): The drying speed increases with the increase of wind speed. The influence of wind speed was slightly greater in the early drying period than in the late drying period. Considering the drying cost, the wind speed has an optimal value. When the value is lower than the optimal value, the drying cost decreases with the increase of the wind speed; when it is higher than the optimal value, the drying cost increases with the increase of the wind speed. ③The relative humidity of the medium: the smaller the relative humidity, the greater the drying speed. Relative humidity has a great influence on the drying speed of veneer with high moisture content, but has little effect on veneer with low moisture content. When the dry bulb temperature is high, the relative humidity has little effect on the drying speed; when the dry bulb temperature is low, the influence is great. ④ Tree species and initial moisture content: Different tree species have different drying speeds. The higher the initial moisture content, the longer the drying time required. ⑤Veneer thickness: There is a logarithmic relationship between the thickness of the veneer and the drying time. The greater the thickness, the longer the distance of water conduction and water vapor diffusion, so the resistance also increases, the drying speed slows down and the drying time is prolonged.
A. The common classification of veneer dryers can be divided into the following types according to the way of heat transfer to the veneer:
1. Air convection dryer: It transfers heat to the veneer through hot air convection to dry the veneer. Such as various mesh belt dryers.
2. Contact dryer. It uses a hot steel plate to contact the veneer, and directly transfers heat to the veneer to dry the veneer. Such as the hot plate dryer, its advantages are: the dried veneer is flat, the thermal efficiency is high, the drying speed is fast, and the energy saving can save more than 36% of the drying heat energy.
3. Radiation dryer: use microwave, infrared (including far infrared) and other radiant energy as heat source to dry veneer.
(1) Microwave energy is a kind of electromagnetic radiation energy. The commonly used microwave frequencies for wood drying are 915 MHz and 2450 MHz, and the wavelengths are 0.328 meters and 0.122 meters respectively. The mechanism of microwave drying is usually explained that the microwave electric field causes the dipolar water molecules in the veneer to arrange and rotate rapidly with the electric field, resulting in frictional heat and evaporation of water. Due to the limitation of current technical conditions and the high cost of microwave drying, microwave drying is rarely used in veneer drying.
(2) Infrared rays (including far-infrared rays) are also a kind of electromagnetic waves, their wavelength is 0.76-400 microns, they have the characteristics of ordinary light rays, and can radiate, direct, penetrate and be absorbed into heat energy. The characteristic of far-infrared rays is that its wavelength is basically the same as that of the molecular motion of wood and water, both in the range of 3-16 microns, so far-infrared rays can form a strong resonance with the molecular motion of wood and water, and wood can be the most effective Therefore, the use of far infrared rays to dry veneers has higher thermal efficiency than ordinary infrared rays.
Using electric energy to generate infrared rays and far infrared rays consumes too much energy. Borides, carbides, metal oxides, etc. are made into coatings in a certain proportion, and coated on the surface of the heater to make infrared radiation elements, and the radiation elements can be heated by steam, direct combustion gas, etc. to generate infrared rays. A more economical way.
4. Composite dryer: Composite drying of the above-mentioned several methods. For example, the heat transfer method of the roller dryer is convection-contact compound heat transfer.
Another example, in order to speed up the veneer drying process, an infrared drying device can be added in front of the feed end of the ordinary dryer; in order to improve the quality of veneer drying, microwave drying can be used to adjust the moisture content of the veneer. To select the characteristics of heating, a microwave drying device is installed behind the ordinary dryer to supplement the drying of the veneer to achieve the purpose of uniform moisture content. These two composite methods have been applied in some plywood factories in North America.
B. The veneer dryer can also be divided into two types: roller dryer and mesh belt dryer according to the way the veneer is conveyed.
Such as convective heat transfer mesh belt dryer and compound heat transfer roller dryer.
1. The mesh belt dryer has a simple structure, is easy to manufacture, and consumes less steel. The jet mesh belt dryer has the advantages of fast drying speed, can feed the board horizontally, and adopts the drying first and then shearing process. It is suitable for drying veneers with a thickness below 1.7mm.
2. The veneer dried by the tumble dryer is flat, good in quality, reliable in operation, and less in maintenance workload. The disadvantage is that the equipment is more complicated to manufacture and consumes more steel than the existing structure of the tumble dryer, which can only be vertically Into the board, and the thickness of the veneer is usually more than 1.7mm is more suitable.
The principle of the veneer dryer is to take away the moisture with hot and humid air, and to complete the drying with cold air cooling. The drying process is mainly divided into the following four:
The veneer has just been placed in the machine and is in contact with the hot air of the machine. The hot air at this time is mainly used to heat up the veneer and cannot directly achieve the purpose of drying. The vapor pressure of the moisture on the surface of the veneer is lower than that of the hot air, and the moisture will not be evaporated basically.
This process is that the veneer is placed in the equipment for a period of time. When the temperature of the veneer rises to the temperature when the water vapor in the air condenses into dew, the moisture on the wood surface will evaporate to the air through the critical layer. The heat supplied by the dryer to the veneer evaporates in the form of moisture. This is one of the main processes of drying.
This process can be divided into two stages. In the first stage, when the veneer reaches a certain temperature, the evaporation rate of water gradually slows down, because most of the water has evaporated. The latter stage is a process in which the self-contained water contained in the veneer is basically dried. At this time, the heat is mainly used to remove the remaining water and increase the temperature of the veneer.
In order to adapt to the humid tropical climate conditions, the veneer of the heating room is directly transported to the cooling room. Appropriately extend the length of the cooling open section to facilitate the cooling of the dried veneer and reduce the phenomenon of moisture return.
Roller veneer dryer is a special equipment for plywood core board dryer, including 10-20 sections of heating and drying chamber, cooling chamber, transmission system, feeding line, and discharging line.
1. Board feeding line: board feeding line includes veneer conveyor, lifting platform, fully automatic or semi-automatic feeding rack. The veneer conveying line is mainly responsible for the transportation of green veneers, using forklifts, automatic roller tables and other tools to transport the green veneers to the dryer for stacking. According to the actual needs of the plate feeding, manual feeding and automatic or semi-automatic feeding methods can be selected.
The automatic feeding rack can choose 2-6 layers of feeding layers to work, and the vacuum suction cup will smoothly and evenly cover the veneer with the feeding roller layer and transport it to the heating chamber. The rollers are made of φ100>2.5 special steel pipes, and the upper and lower rollers are driven by specially designed displacement gears to ensure the synchronization of the transmission speed under the condition of different plate thicknesses. Full automation can be realized from stacking to plate feeding.
2. Heating chamber: The heating chamber of the dryer is composed of multiple closed heating units. The number of heating chamber sections can be appropriately increased or decreased according to actual needs. The greater the production demand, the number of heater sections should be increased accordingly. The key to the heating chamber is optimal and uniform heat transfer: the design of radial blowers, radiators and nozzles is rationally selected to achieve optimal and uniform heat transfer.
a. Radial fan circulation fan, streamlined airflow through the pipeline, straight-through uniform airflow.
b. Heat circulation method: giant radiator maximizes the effective heating area, and streamlines the airflow through elliptical pipes. Radiator-specific control valves for precise temperature control.
c. The nozzle is vertical to the veneer, the airflow is straight and constant along the jet flow box, and can be well combined (the whole process has uniform pressure).
The hot air blowers in the heating chamber of the front and rear areas are arranged separately on the left and right, so as to ensure that the dried veneer obtains the same final moisture content at each point.
The heating chamber is the key to drying the veneer in the dryer. We need to adjust the internal speed, temperature and humidity of the heating chamber according to the veneer conditions.
The inner and outer surfaces of the thermal insulation wall panels and door panels of the heating chamber are made of cold-rolled thin steel plates, filled with high-density thermal insulation cotton felts, which have a smooth and beautiful appearance and are durable. The insulation door adopts the sealing structure of the connecting rod lock, and the high temperature resistant foamed silicone sealing strip, which has good sealing performance and is easy to open and close.
3. Cooling chamber: The cooling chamber is beneficial to the cooling of the veneer to be dried and reduces moisture return.
4. Board line: board line includes board rack, moisture analyzer, grading (optional), stacking line. The dried and cooled veneers are transported to the stacking place by transportation. Moisture analyzers and quality detectors can be selected on the board-out line, and the number of stacking lines can also be selected.
What is a moisture analyzer of veneer drying machine?
The Dry Veneer Moisture Analyzer operates as a stand-alone unit or as part of an integrated defect and moisture analysis system based on conductivity. The moisture analyzer is installed on the board rack, and the delivered veneer passes through the brush to detect the moisture. The moisture content of the veneer is displayed via a moisture graph, which compares the moisture area to user-defined limits, and veneers with excessive moisture content are marked with ink for operator identification. With a moisture analyzer, it can reduce the amount of repeated drying, improve the drying capacity, and achieve a higher average humidity level.
When drying wood boards, the working efficiency of the veneer dryer is very good, but it should also be noted that too many wood boards cannot be placed for drying at one time, because it is often easy to affect the overall quality. It will also cause damage to the dryer to a certain extent. Moreover, certain requirements should be placed on the quality of the wood boards, for example: the thickness of the wood boards should be uniform, the size should be consistent, etc., so that the drying effect can be well guaranteed.
During the drying process, the internal temperature of the dryer is relatively high. At this time, it is necessary to pay attention to the heat dissipation of the dryer itself. Damage to the internal parts of the machine may also affect the drying effect of the formwork, so there must not be too many things blocked around the dryer, and the dryer itself must also do a certain amount of heat dissipation, and at the same time ensure heat dissipation device is in normal working condition.
No matter what type of machine it is, it is inseparable from daily maintenance and maintenance. As a machine with long-term high-temperature operation, the dryer is even more inseparable from maintenance. When not in use, it should be cleaned regularly. At the same time, it is very necessary to refuel some parts. Of course, we must not forget to check the machine frequently. Only in this way can we find out the drying time in time. If there is a problem with the machine, to ensure its good condition, of course, it is also in consideration of the safety of the staff.
In the drying process of cutting first and then drying, the fiber direction of the veneer to be dried should be consistent with the direction of the board, so that the wet veneer is not easy to fall into the equipment. The width of the veneer to be dried is greater than 350mm, otherwise blocking may occur.
When the heating medium is heat transfer oil, special attention should be paid to the safety of the system. The layout of the heat circulation system piping and the design of the heat exchanger should pay attention to avoiding the factors of carbon deposition in the system and causing fire accidents. Water, acid and low boiling point substances are strictly prohibited from entering the system.
Heating medium | steam system/oil system |
Veneer thickness(mm) | >1.7 - 6 |
Veneer initial moisture content | 80% |
Veneer final moisture content | 10% |
Work layers | 4 |
Length of heating chamber(mm) | n×2000 |
Length of cooling chamber(mm) | m×2000 |
Drying capacity | 6 |
Steam consumption | 3800 kg / h |
The plywood is made by pressing the thin slices cut from logs according to the principle that the wood grain directions of adjacent veneer layers are perpendicular to each other. In our life, we will directly or indirectly come into contact with a lot of plywood furniture. These plywood are made of wood through a series of processes, and the veneer produced by the veneer peeling method is the most widely used in plywood production. Log rotary cutting and veneer drying are important processes in the early stage.
When the wood section rotates on a fixed axis, the rotary knife is parallel to the wood fiber and cuts a layer of thin wood along the circumferential surface of the wood section. A complex kinematics relationship is formed between the rotary motion of the wood section and the linear motion of the rotary knife feed. The rotary knife continuously cuts strip-shaped veneers from the wood section, and the thickness is equal to the feed amount of the knife holder when the wood section rotates once. There are many tree species suitable for rotary cutting to make veneer, commonly used poplar, masson pine, Yunnan pine, spruce, fir, Lujun pine, larch, ash, basswood, birch, Schima superba, maple, paulownia , Liuan, Abidong, Shanzhang, clone and other logs.
veneer peeling process refers to log stripping and rotary cutting, including log centering, stripping, veneer analysis, cutting and stacking, and stacking processing.
Before the rotary cutting of the wood section, it must be hydrothermally treated to increase the temperature and moisture content of the wood, so as to soften the wood, increase the plasticity, reduce the cracks on the back of the veneer produced by rotary cutting, and improve the quality of the veneer. Since the bark is easy to block the knife door during rotary cutting, and the bark is often trapped with sediment and other sundries that will damage the rotary knife, the wood must be peeled first and then rotary cut. In order to improve the output rate of the whole veneer, it is necessary to determine the rotation center position of the largest diameter cylinder of the wood segment on the rotary cutting machine before rotary cutting. The centering machine can realize the above requirements. Centering methods can be divided into two categories: mechanical centering machine and halo centering machine.
The main technological process of veneer peeling:
Scribing and cross-cutting of log→Heat treatment of wood section→Peeling of wood section→Centering and loading of wood section→Rotary cutting of wood section
In veneer rotary cutting, there is another kind of semicircular rotary veneer, which is made of a fan-shaped wooden square (about 1/4 of the log) on a special chuck and then rotary cut. This veneer has a grain similar to sliced veneer.
In order to peel off high-quality veneers that are flat and uniform in thickness, the most suitable cutting conditions should be ensured during peeling, such as the main angle parameters, cutting speed, position of the rotary knife, and the position of the pressure gauge relative to the rotary knife. These conditions are determined according to the wood species, the diameter of the wood section, the thickness of the veneer, the degree of wood hydrothermal treatment, the structure of the machine tool and its precision. The function of the pressure gauge is to apply appropriate pressure to the rotary knife blade on the rotary cut wood section, which can prevent the wood from splitting ahead of the knife edge due to the force of the rotary knife, improve the surface finish of the veneer, reduce the cracks on the back, and make the single The thickness of the veneer is more uniform, and at the same time, pressing out a part of the moisture from the veneer can shorten the drying time of the veneer. The installation and adjustment of the pressure gauge are carried out according to the horizontal distance between the pressure gauge and the rotary blade and the vertical distance between the pressure gauge and the rotary blade. In order to prevent the wooden section from bending due to the force of the rotary knife, pressure ruler and clamping shaft, generally when the diameter of the wooden section is below 250 mm, anti-bending pressure rollers should be used to improve the quality of the veneer and reduce the diameter of the wood core. Improve yield.
veneer peeling machine is the key equipment for manufacturing rotary cut veneer. According to the operation requirements of rotary cutting veneer, the main action of veneer peeling machine is usually: ① to clamp the wood section and put down the wood core, the clamping shaft must have axial telescopic movement; There is a coordinated movement of the frame feed and knife, and a series of mechanisms to adjust the thickness of the veneer peeling; ③There must be a rapid feed and retract movement to improve productivity. Since the veneer peeling machine was officially used in French industrial production in the 1840s, there have been many improvements in structure and performance. For example, the hydraulic double clamping shaft can effectively reduce the diameter of the wood core and increase the yield of wood; the control circuit can realize constant cutting. Linear speed rotary cutting; pre-selection of veneer thickness and quick change mechanism are conducive to improving production efficiency; the application of power pressure rollers, electronic computers and card-free rotary cutting machines make the ideal of "wood-free rotary cutting" within sight. (see veneer veneer peeling machine)
There are two types of veneer peeling machines: Spindle veneer peeling machine and spindleless veneer peeling machine. The Spindle veneer peeling machine is suitable for large-diameter wood, and the spindleless veneer peeling machine is suitable for small-diameter wood. The difference between the Spindle and the spindleless veneer peeling machine is the way the Spindle veneer peeling machine fixes the wood. The Spindle veneer peeling machine uses two chucks to clamp the two ends of the wood to rotate the wood for peeling. The diameter of the chuck head of the veneer peeling machine is generally about 100mm. If the log rotary cutting is less than a certain diameter, the veneer peeling machine cannot rotate. This will result in that the wood core within 100mm will not be effectively utilized, resulting in a waste of resources to a certain extent. If we want to cut wood with a smaller diameter, this rotary cutter with cards has great limitations.
In order to save wood and improve the utilization rate, a veneer peeling machine without a chuck for rotary cutting the remaining wood core - a shaft-free veneer peeling machine came into being.
Spindleless(No card) means that the veneer peeling machine has no card head, and the way it rotates the wood is to squeeze the wood by three squeeze rollers rotating at the same time, so as to meet the work requirements. The card-free veneer peeling machine is mainly used for small-diameter wood or remaining wood cores. It not only cuts small-diameter wood into veneers, but also continues to cut the remaining wood cores that have been peeled by the card-axis rotary cutter into veneers. The Spindleless veneer peeling machine can perform rotary cutting on different thickness of the plate according to the needs of customers, and its thickness is closely related to the blade of the veneer peeling machine. There are rollers on the front and rear sides of the Spindleless veneer peeling machine. Under the action of the motor, the wood inside is peeled off layer by layer. It is an efficient and high-precision wood peeling equipment. The diameter of the remaining waste is less than 1cm, the stripping line speed can reach 150 m/min, the thickness error is ±0.1mm, and the width error is ±2mm.
The log should be sawed according to the length and quality required by the process, and the cut wood section should be the size of the finished plywood plus the length of the processing allowance (the rotary cutting chuck clamping the two ends of the wood section will cause end loss and subsequent processing. loss). For example, we need finished plywood of 1220*2440mm, and the length of wood section is usually 2600mm or 1300mm. Then the wood section with a certain length and diameter is rotary cut into a continuous veneer strip of a certain size. The size of these continuous veneer strips is fixed, and they are processed into long and short medium plates. The size of the veneer affects the processing width of the roller dryer. For example, the width of the veneer to be dried is greater than 350mm, otherwise the phenomenon of plate blocking may occur. The width of the veneers fed together continuously determines the processing width of your suitable roller dryer.
The thickness of the veneer is adjusted by the rotary cutting blade. In the production of plywood, there are different needs for the veneer, and the thickness of the veneer will also be different. For example, the thickness of the front and back boards is generally about 0.6mm, and the thickness of the core board and the long middle board is generally about 1.8mm. The thickness of the veneer determines which dryer is suitable for you. The veneer with a thickness of about 0.6mm is usually suitable for the mesh belt dryer, because the veneer is thin, has high moisture content and high weight, and the feeding method of the roller is easy to fall into the inside of the equipment, causing blockage and equipment damage. The veneer with a thickness of about 1.8mm is suitable for the feeding method of the roller. Considering the diversity of veneer thickness in the factory, for example, if you need to dry 0.6~2.1mm veneer, you can also choose a roller-mesh-belt compound dryer, the upper roller feeding method, and the lower mesh belt feeding method. The specific layer arrangement can be considered according to the proportion of veneers with different thicknesses.
The logs are only nearly round and vary in shape. The bark and the outer circles are peeled out usually with wormholes, holes, and incomplete, and are reused as fuel. According to the surface integrity of the veneer, it can be divided into different grades, and the stacking line after drying can be selected according to the required grade classification.
Since the initial moisture content of the veneer varies greatly, we need to consider the tree species, initial moisture content, final moisture content, and region when using the dryer to adjust the drying speed, temperature, and humidity of the dryer, and match the appropriate drying machine configuration.
Drying after sorting the initial moisture content can greatly reduce drying energy consumption and improve the quality of the veneer.
Before drying the veneer sheets need to be sorted and stacked in the peeling line according to their natural initial moisture content. Sorting and stacking with an analyzer can be more accurate. Stack according to the principle of the same humidity range, such as stacking together with a humidity of about 80%, and stacking together with a humidity of about 60%, which can often be divided into 3-5 stacks. The veneer with a high humidity of more than 80% can be pre-dried before drying to reduce the initial moisture content of the veneer before drying.
If the classification is not carried out, there may be problems such as inconsistent moisture content of the veneer after drying, and uneven quality of the veneer. For example, some veneers with a humidity of 89% and a humidity of 62% are dried together. If the temperature is set too high and the drying time is too long, 62% veneer is prone to over-drying, cracking, and wrinkles. If the setting temperature is too low and the drying time is short, 89% of the veneers are likely to not be completely dried, and they need to be dried again later. This is also why they are sorted and stacked in peel lines according to their natural initial moisture content.
1. Modular design, easy to install
Modular prefabricated construction with minimal on-site assembly. Bolt structure, welded structure are available.
2. Fine machining, long service life
1) Frame: high-quality special-shaped steel pipe truss and columns, with good rigidity, firm connection, simple structure and easy installation.
2) Roller bearings are high-quality high-purity electrochemical graphite bearings, which are wear-resistant and high-temperature resistant.
3) Graphite bearing: High-quality high-purity electrochemical graphite bearing, reliable material, reasonable formula, wear-resistant and high-temperature resistant, not easy to break and durable, and has a long service life.
4) Spray box: Variable cross-section shape, the hot air spray speed of each nozzle hole in the length direction is consistent, ensuring uniform final moisture content of the veneer.
5) Hot air blower: imported high-flow and high static pressure centrifugal fan, vertical structure, manganese steel impeller, non-ferrous metal fireproof friction ring, which can effectively avoid fire hazard inside the machine.
6) Thermal cycle system: Steel-aluminum composite rolled sheet heat pipe heater. The heat dissipation area per unit length of the heat pipe is large, and the thermal conductivity K=58 under the working wind speed. And the optimized structural design with low resistance ensures the technical characteristics of high efficiency and energy saving.
7) The heating chamber has strong airtightness and effective heat preservation. The insulated floor protects the foundation and prevents heat loss, efficient thermal energy.
The whole machine is made of high-quality cold-rolled thin steel plate, which is anti-rust and corrosion-resistant. The internal components of the equipment are all sprayed with red lead antirust primer or high temperature resistant silver powder paint, and the outer surface parts are sprayed with polyurethane wrinkle paint after installation.
3. Whole plant planning, installation guidance